PROCESSING OF CERAMICS AND CERMETS 1. 2. 3. 4. Processing
44 Slides1.07 MB
PROCESSING OF CERAMICS AND CERMETS 1. 2. 3. 4. Processing of Traditional Ceramics Processing of New Ceramics Processing of Cermets Product Design Considerations 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Types of Ceramics and Their Processing Ceramic materials divide into three categories: 1. Traditional ceramics – particulate processing 2. New ceramics – particulate processing 3. Glasses – solidification processing Particulate processes for traditional and new ceramics as well as certain composite materials are covered in this slide set 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Ceramics Processing Overview Traditional ceramics are made from minerals occurring in nature Products: pottery, porcelain, bricks, and cement New ceramics are made from synthetically produced raw materials Products: cutting tools, artificial bones, nuclear fuels, substrates for electronic circuits Starting material for these products is powder 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Ceramics Processing Overview For traditional ceramics Powders are mixed with water to bind them together and achieve proper consistency for shaping For new ceramics Substances other than water are used as binders during shaping After shaping, green part is fired (sintered) Function is the same as in PM - to effect a solid state reaction that bonds the particles into a hard mass 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
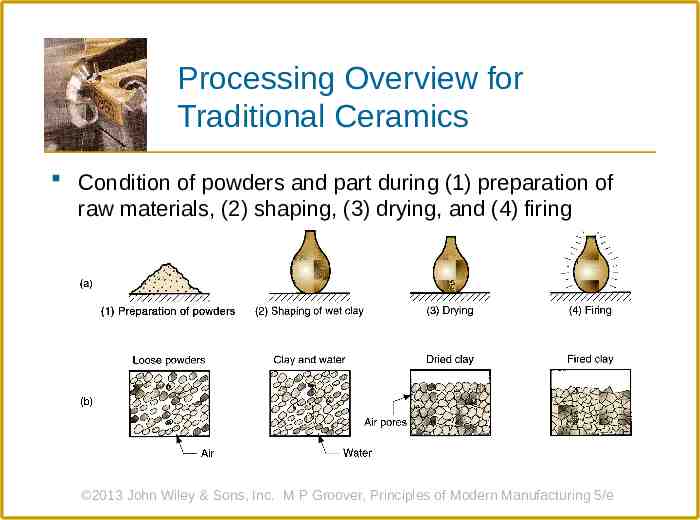
Processing Overview for Traditional Ceramics Condition of powders and part during (1) preparation of raw materials, (2) shaping, (3) drying, and (4) firing 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Preparation of Raw Materials in Traditional Ceramics Processing Most shaping processes for traditional ceramics require the starting material to be a plastic paste This paste is comprised of fine ceramic powders mixed with water The starting raw ceramic material usually occurs in nature as rocky lumps Purpose of the preparation step is to reduce the rocky lumps to powder 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Comminution Reducing particle size in ceramics processing by using mechanical energy in various forms such as impact, compression, and attrition Comminution techniques are most effective on brittle materials such as cement and metallic ores Two general types of comminution operations: Crushing Grinding 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Crushing Reduction of large lumps from the mine to smaller sizes for subsequent further reduction Several stages may be required (e.g., primary crushing, secondary crushing) Reduction ratio in each stage is 3 to 6 times Crushing of minerals is accomplished by Compression against rigid surfaces or Impact against surfaces 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
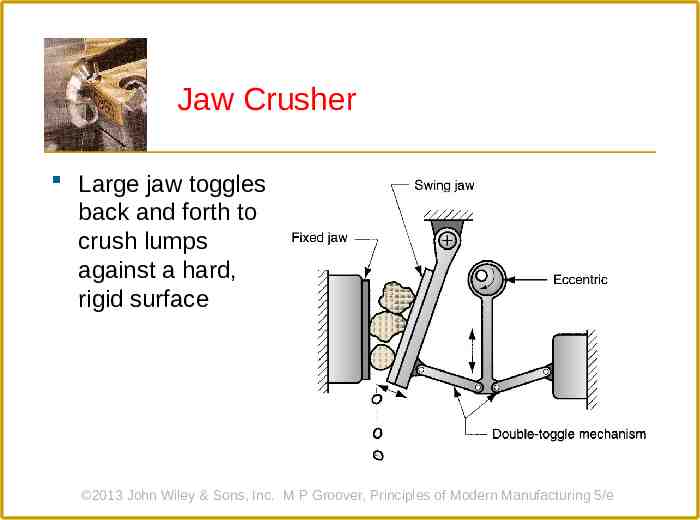
Jaw Crusher Large jaw toggles back and forth to crush lumps against a hard, rigid surface 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
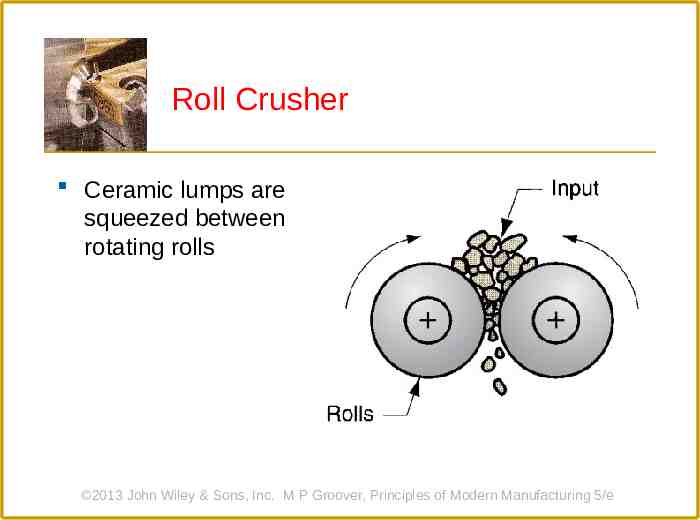
Roll Crusher Ceramic lumps are squeezed between rotating rolls 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Grinding In the context of comminution, grinding refers to the reduction of small pieces after crushing to fine powder Accomplished by abrasion, impact, and/or compaction by hard media such as balls or rolls Examples of grinding include: Ball mill Roller mill Impact grinding 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
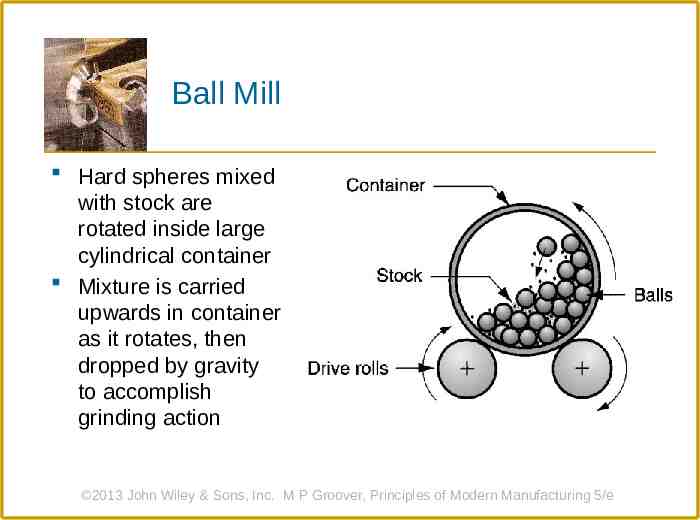
Ball Mill Hard spheres mixed with stock are rotated inside large cylindrical container Mixture is carried upwards in container as it rotates, then dropped by gravity to accomplish grinding action 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
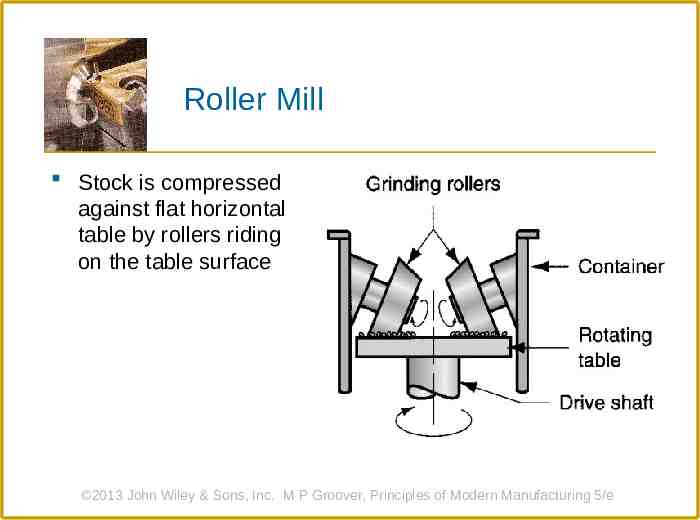
Roller Mill Stock is compressed against flat horizontal table by rollers riding on the table surface 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Main Ingredients of Ceramic Paste 1. Clay Chemistry hydrous aluminum silicates Usually the main ingredient because of ideal forming characteristics when mixed with water 2. Water Creates clay-water mixture with good plasticity for shaping 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Additional Ingredients of Ceramic Paste 3. Non‑plastic raw materials Such as alumina and silica Purpose is to reduce shrinkage in drying and firing but also reduces plasticity during forming 4. Other ingredients Such as fluxes that melt (vitrify) during firing and promote sintering Wetting agents to improve mixing of ingredients 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Shaping Processes Slip casting The clay-water mixture is a slurry Plastic forming methods The clay is plastic Semi‑dry pressing The clay is moist but has low plasticity Dry pressing The clay is basically dry (less than 5% water) and has no plasticity 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Slip Casting Suspension of ceramic powders in water, called a slip, is poured into porous plaster of mold Water from the mix is absorbed into the plaster to form a firm layer of clay at the mold surface Slip composition is 25% to 40% water Two principal variations: Drain casting - mold is inverted to drain excess slip after semi‑solid layer has formed Solid casting - enough time is allowed for full body to become firm 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
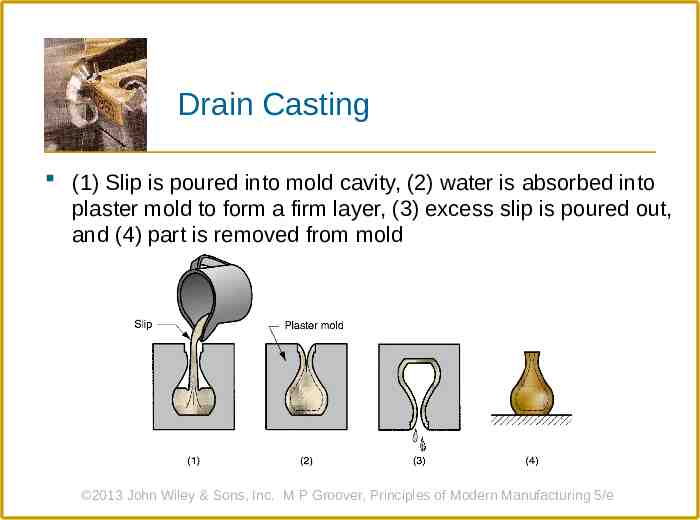
Drain Casting (1) Slip is poured into mold cavity, (2) water is absorbed into plaster mold to form a firm layer, (3) excess slip is poured out, and (4) part is removed from mold 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Overview of Plastic Forming Starting mixture must have a plastic consistency Composition 15% to 25% water Variety of manual and mechanized methods Manual methods use clay with more water because it is more easily formed Mechanized methods generally use clay with less water so starting clay is tough 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Plastic Forming Methods Hand modeling (manual method) Jiggering (mechanized method) Plastic pressing (mechanized method) Extrusion (mechanized method) 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Hand Modeling Fabrication of ceramic product by manipulating plastic clay into desired geometry Hand molding - a mold or form is used to define portions of the part geometry Hand throwing on a potter's wheel Potter's wheel - a round table that rotates on a vertical spindle Products of circular cross section can be formed by throwing and shaping the clay, sometimes using a mold to provide the internal shape 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
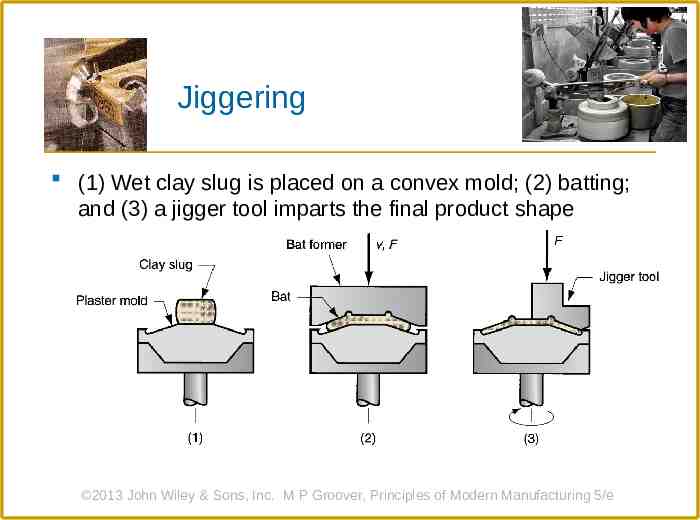
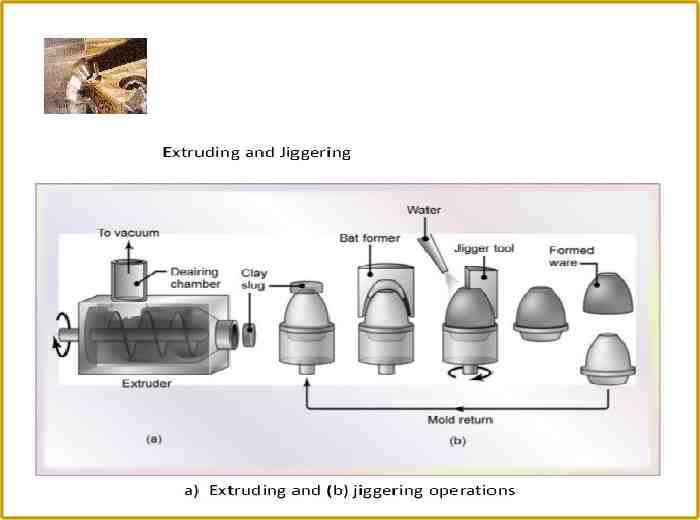
Jiggering (1) Wet clay slug is placed on a convex mold; (2) batting; and (3) a jigger tool imparts the final product shape 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Plastic Pressing Forming process in which plastic clay slug is pressed between upper and lower molds Molds are made of porous material, so when a vacuum is drawn on the backs of the mold halves, moisture is removed from the clay Mold sections are then opened, using positive air pressure to prevent sticking of part in the mold Advantages: higher production rate than jiggering and not limited to radially symmetric parts 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Extrusion Compression of clay through die orifice to produce long sections of uniform cross section, which are then cut to required piece length Equipment utilizes a screw‑type action to assist in mixing the clay and pushing it through die opening Products: hollow bricks, shaped tiles, drain pipes, tubes, and insulators Also used to make starting slugs for jiggering and plastic pressing 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
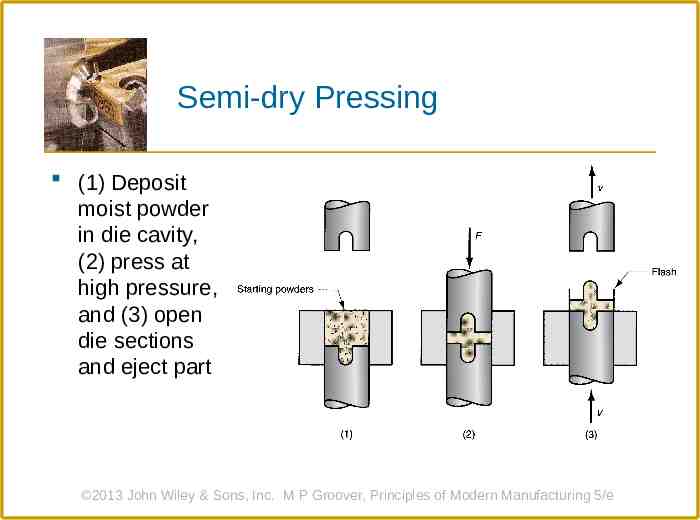
Semi-dry Pressing (1) Deposit moist powder in die cavity, (2) press at high pressure, and (3) open die sections and eject part 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Dry Pressing Process sequence similar to semi‑dry pressing Except water content of starting mix is 5% Dies made of hardened tool steel or cemented carbide to reduce wear due to abrasive dry clay No drying shrinkage occurs Drying time is eliminated and good accuracy is achieved in final product Products: bathroom tile, electrical insulators, refractory brick, and other simple geometries 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Clay Volume vs. Water Content Water plays an important role in most of the traditional ceramics shaping processes Thereafter, it has no purpose and must be removed from the clay piece before firing Shrinkage is a problem during drying because water contributes volume to the piece, and the volume is reduced when it is removed 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Drying Drying process occurs in two stages Stage 1 - Drying rate is rapid as water evaporates from surface into surrounding air and interior water migrates by capillary action to surface to replace it This is when volumetric shrinkage occurs, with the risk of warping and cracking Stage 2 - Moisture content has been reduced to where the ceramic grains are in contact Little or no further volumetric shrinkage 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Firing of Traditional Ceramics Heat treatment process to sinter the ceramic material Performed in a furnace called a kiln Bonds are developed between ceramic grains This is accompanied by densification and reduction of porosity Additional shrinkage occurs in the polycrystalline material in addition to that which has already occurred in drying In firing of traditional ceramics, a glassy phase forms among the crystals that acts as a binder 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Glazing Application of a ceramic surface coating to make the piece more impervious to water and enhance its appearance Usual processing sequence with glazed ware: 1. Fire the piece once before glazing to harden the body of the piece 2. Apply glaze 3. Fire the piece a second time to harden glaze 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Processing of New Ceramics Manufacturing sequence for new ceramics can be summarized in the following steps: 1. Preparation of starting materials 2. Shaping 3. Sintering 4. Finishing While the sequence is nearly the same as for the traditional ceramics, the details are often quite different 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Preparation of Starting Materials Strength requirements are usually much greater for new ceramics than for traditional ceramics Starting powders must be smaller and more uniform in size and composition, since the strength of the resulting ceramic product is inversely related to grain size Greater control over the starting powders is required Powder preparation includes mechanical and chemical methods 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Shaping of New Ceramics Many of the shaping processes are borrowed from powder metallurgy (PM) and traditional ceramics PM press and sinter methods have been adapted to the new ceramic materials And some of the traditional ceramics forming techniques are used to shape the new ceramics Slip casting Extrusion Dry pressing 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Hot Pressing Similar to dry pressing Except it is carried out at elevated temperatures so sintering of the product is accomplished simultaneously with pressing Eliminates the need for a separate firing step Higher densities and finer grain size are obtained But die life is reduced by the hot abrasive particles against the die surfaces 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Isostatic Pressing Uses hydrostatic pressure to compact the ceramic powders from all directions Avoids the problem of non-uniform density in the final product that is often observed in conventional uniaxial pressing Same process used in powder metallurgy 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Powder Injection Molding (PIM) Ceramic particles are mixed with a thermoplastic, then heated and injected into a mold cavity Polymer acts as a carrier and provides flow characteristics for molding Upon cooling which hardens the polymer, the mold is opened and part is removed The plastic binder is removed and the remaining ceramic part is sintered 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Sintering of New Ceramics Because the plasticity needed to shape the new ceramics is not normally based on water, the drying step required for traditional green ceramics is omitted for most new ceramic products Sintering step is still very much required Functions of sintering are the same as before: 1. Bond individual grains into a solid mass 2. Increase density 3. Reduce or eliminate porosity 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Finishing Operations for New Ceramics Parts made of new ceramics sometimes require finishing, with one or more of the following purposes: 1. Increase dimensional accuracy 2. Improve surface finish 3. Make minor changes in part geometry Finishing usually involves abrasive processes Diamond abrasives must be used to cut the hardened ceramic materials 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Cemented Carbides A family of composite materials consisting of carbide ceramic particles imbedded in a metallic binder Classified as metal matrix composites because the metallic binder is the matrix that holds the bulk material together However, the carbide particles constitute the largest proportion of the composite material Normally between 80% and 95% by volume 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Binders for Cemented Carbides Carbide powders must be sintered with a metal binder to provide a strong and pore‑free part Cobalt works best with WC (Tungsten carbide) Percentage of binder metal is 4% up to 20% Powders of carbide and binder are thoroughly mixed wet in a ball mill to form a homogeneous sludge The sludge is then dried in a vacuum or controlled atmosphere to prevent oxidation before compaction 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Compaction Most common process is cold pressing, used for high production of cemented carbide parts such as cutting tool inserts Dies must be oversized to account for shrinkage during sintering For high production, dies are made with WC‑Co liners to reduce wear For smaller quantities, large flat sections may be pressed and then cut into smaller pieces 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Sintering of WC-Co Possible to sinter WC without a metal binder, but the resulting material is less than 100% of true density Using a binder yields a structure virtually free of porosity Sintering of WC‑Co is liquid phase sintering Usual sintering temperatures for WC‑Co are 1370‑1425 C (2500‑2600 F), which is below cobalt's melting point of 1495 C (2716 F) Thus, the pure binder metal does not melt at the sintering temperature 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Secondary Operations Subsequent processing is usually required after sintering to achieve adequate dimensional control of the cemented carbide parts Grinding with a diamond or other very hard abrasive wheel is the most common secondary operation performed for this purpose Other secondary operations for shaping include Electric discharge machining Ultrasonic machining 2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e