MPC in Statoil Stig Strand, specialist MPC Statoil Research Center 93

27 Slides1.68 MB
MPC in Statoil Stig Strand, specialist MPC Statoil Research Center 93 SINTEF Automatic Control 91-93 Dr. ing 1991: Dynamic Optimisation in State Space Predictive Control Schemes
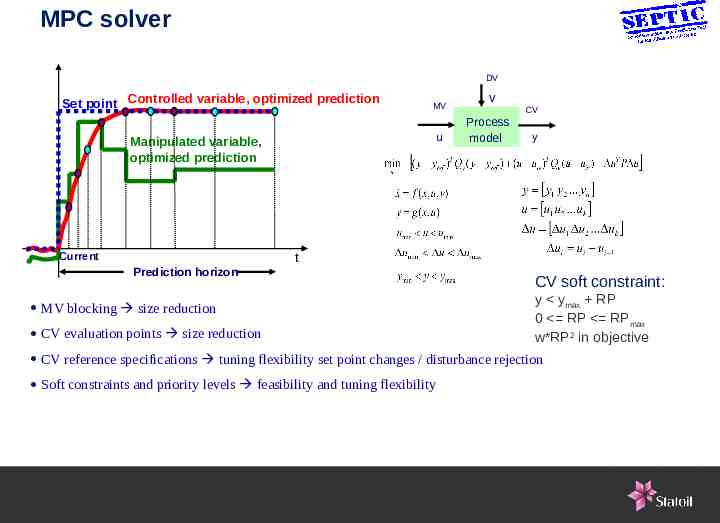
MPC solver DV Set point Controlled variable, optimized prediction u Manipulated variable, optimized prediction Current MV v CV Process model y t Prediction horizon CV soft constraint: y y RP MV blocking size reduction 0 RP RP CV evaluation points size reduction w*RP in objective CV reference specifications tuning flexibility set point changes / disturbance rejection Soft constraints and priority levels feasibility and tuning flexibility max max 2
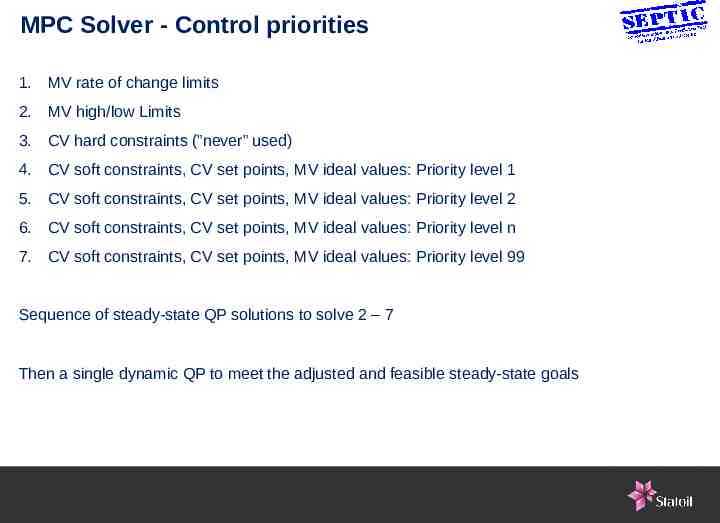
MPC Solver - Control priorities 1. MV rate of change limits 2. MV high/low Limits 3. CV hard constraints (”never” used) 4. CV soft constraints, CV set points, MV ideal values: Priority level 1 5. CV soft constraints, CV set points, MV ideal values: Priority level 2 6. CV soft constraints, CV set points, MV ideal values: Priority level n 7. CV soft constraints, CV set points, MV ideal values: Priority level 99 Sequence of steady-state QP solutions to solve 2 – 7 Then a single dynamic QP to meet the adjusted and feasible steady-state goals
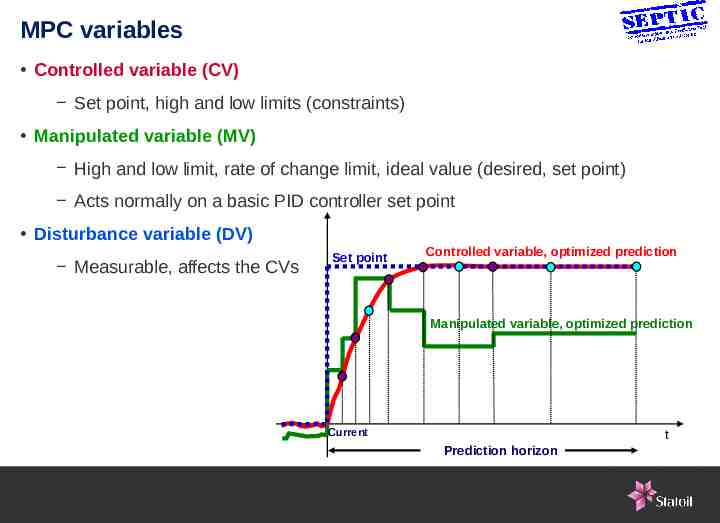
MPC variables Controlled variable (CV) Set point, high and low limits (constraints) Manipulated variable (MV) High and low limit, rate of change limit, ideal value (desired, set point) Acts normally on a basic PID controller set point Disturbance variable (DV) Measurable, affects the CVs Set point Controlled variable, optimized prediction Manipulated variable, optimized prediction Current t Prediction horizon
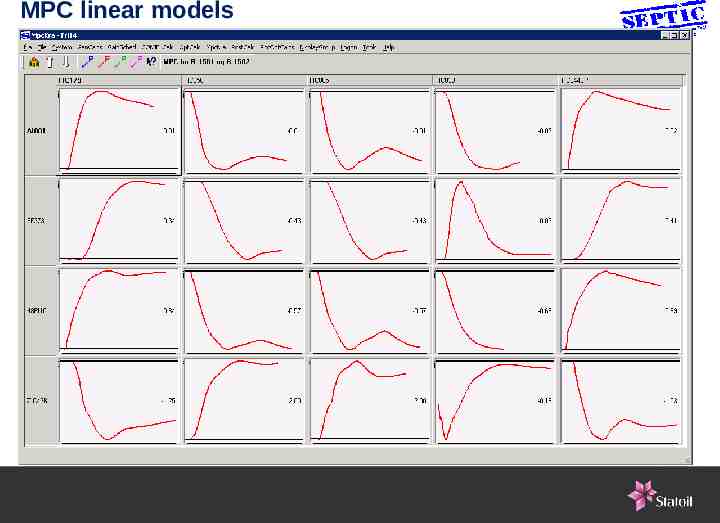
MPC linear models
MPC – nonlinear models Open loop response is predicted by non-linear model MV assumption : Interpolation of optimal predictions from last sample Linearisation by MV step change One step for each MV blocking parameter (increased transient accuracy) QP solver as for experimental models (step response type models) Closed loop response is predicted by non-linear model Iterate solution until satisfactory convergence
Depropaniser example
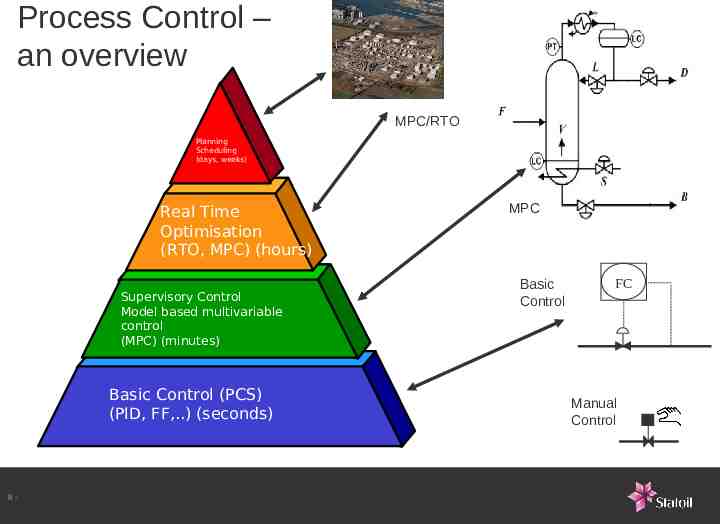
Process Control – an overview MPC/RTO Planning Scheduling (days, weeks) Real Time Optimisation (RTO, MPC) (hours) Supervisory Control Model based multivariable control (MPC) (minutes) Basic Control (PCS) (PID, FF,.) (seconds) 8- MPC Basic Control FC Manual Control
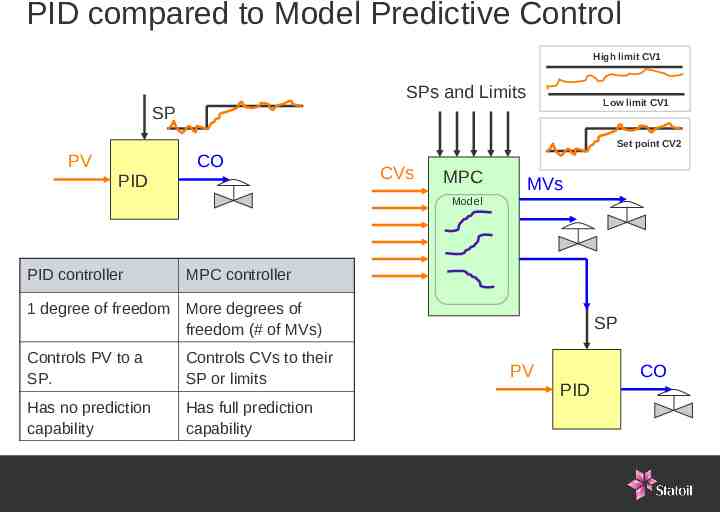
PID compared to Model Predictive Control High limit CV1 SPs and Limits Low limit CV1 SP Set point CV2 PV PID CO CVs MPC MVs Model PID controller MPC controller 1 degree of freedom More degrees of freedom (# of MVs) Controls PV to a SP. Controls CVs to their SP or limits Has no prediction capability Has full prediction capability SP PV PID CO
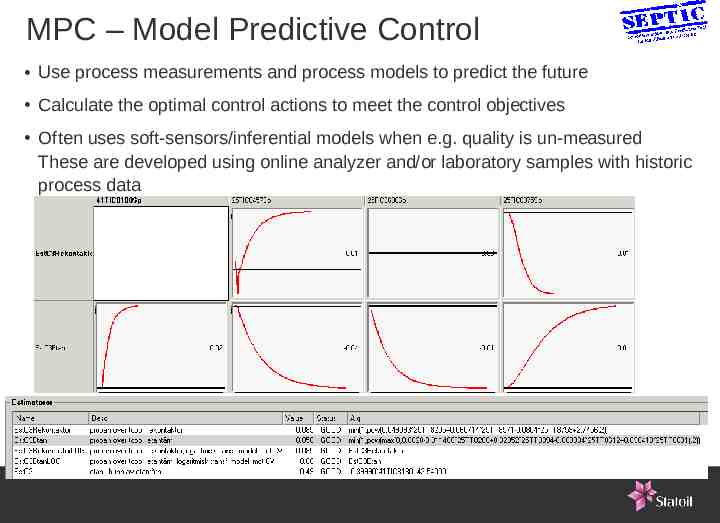
MPC – Model Predictive Control Use process measurements and process models to predict the future Calculate the optimal control actions to meet the control objectives Often uses soft-sensors/inferential models when e.g. quality is un-measured These are developed using online analyzer and/or laboratory samples with historic process data *MPC – Model Predictive Control
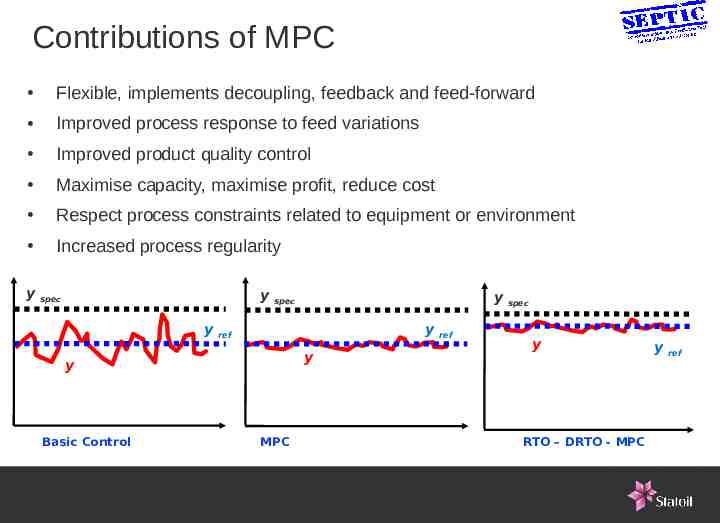
Contributions of MPC Flexible, implements decoupling, feedback and feed-forward Improved process response to feed variations Improved product quality control Maximise capacity, maximise profit, reduce cost Respect process constraints related to equipment or environment Increased process regularity y y spec y y ref y y Basic Control y spec MPC ref spec y RTO – DRTO - MPC y ref
MPC in Statoil
PROCESS CONTROL ”The SEPTIC story” The in-house developed SEPTIC MPC tool was established in 1997 and has continuously been improved since then, securing state-of-the-art technology The process control group at R&D is responsible for SEPTIC, and works with Statoil customers only The philosophy with SEPTIC is to implement MPC applications together with the users, which have resulted in; Flexible and quick installations Cheaper solutions than using external vendors Non-bureaucratic way of work Building in-house competence In 2013 there are 90 ( /-) SEPTIC based applications are installed in Statoil
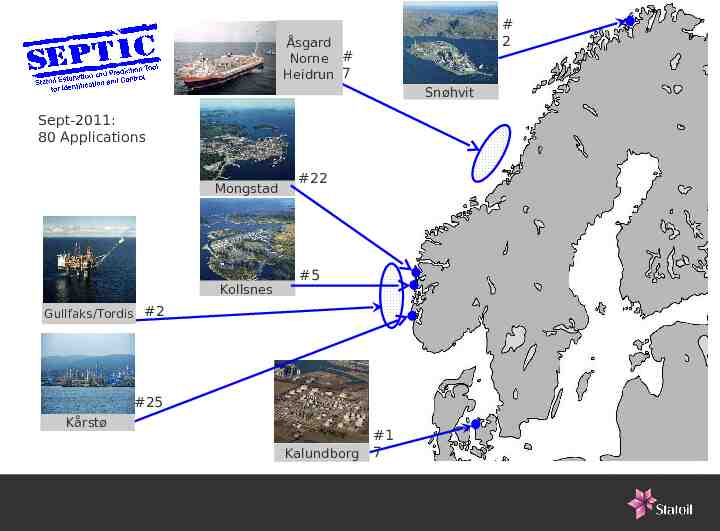
# 2 Åsgard Norne # Heidrun 7 Snøhvit Sept-2011: 80 Applications Mongstad Kollsnes #22 #5 Gullfaks/Tordis #2 #25 Kårstø #1 Kalundborg 7
Implementation Operation knowledge – benefit study? or strategy? MPC project Site personnel / Statoil R&D joint implementation project (MPC computer, data interface to DCS, operator interface to MPC) MPC design MV/CV/DV DCS preparation (controller tuning, instrumentation, MV handles, communication logics etc ) Control room operator pre-training and motivation Product quality control Data collection (process/lab) Inferential model MV/DV step testing dynamic models Model judgement/singularity analysis remove models? change models? MPC pre-tuning by simulation MPC activation – step by step and with care – challenging different constraint combinations – adjust models? Control room operator training MPC in normal operation, with at least 99% service factor Benefit evaluation? Continuous supervision and maintenance Each project increases the in-house competence increased efficiency in maintenance and new projects
MPC applications in Statoil, examples Oil refining (Mongstad and Kalundborg) Distillation columns Product blending (gasoline, gas oil) Cracking, reforming and hydrotreating Heat exchanger network (RTO) Multi-unit optimisation (RTO/DRTO) Gas processing (Kårstø, Kollsnes, Snøhvit) Distillation Gas quality control Pipeline pressure control Optimisation Offshore production Extended slug control Crude blending Production optimisation
Oil refining at Mongstad
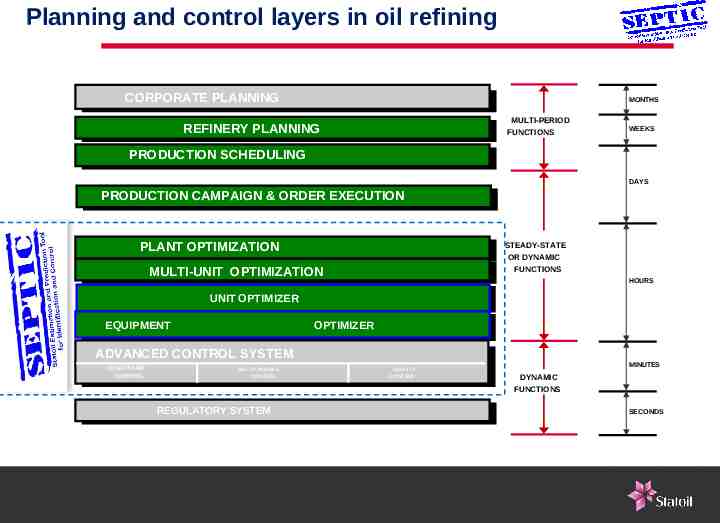
Planning and control in oilSYSTEMS refining INTEGRATION OFlayers REFINERY CORPORATE PLANNING MONTHS MULTI-PERIOD REFINERY PLANNING FUNCTIONS WEEKS PRODUCTION SCHEDULING DAYS PRODUCTION CAMPAIGN & ORDER EXECUTION PLANT OPTIMIZATION STEADY-STATE OR DYNAMIC MULTI-UNIT OPTIMIZATION FUNCTIONS HOURS UNIT OPTIMIZER EQUIPMENT OPTIMIZER ADVANCED CONTROL SYSTEM CONSTRAINT CONTROL MULTIVARIABLE CONTROL REGULATORY SYSTEM QUALITY CONTROL MINUTES DYNAMIC FUNCTIONS SECONDS
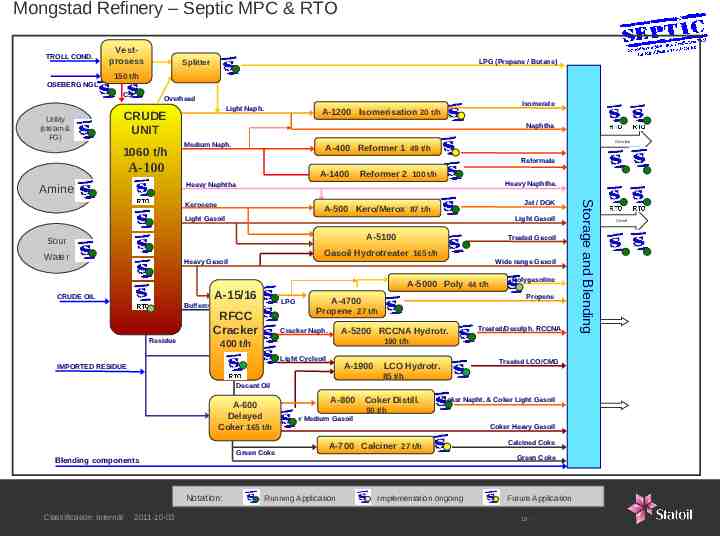
Mongstad Refinery – Septic MPC & RTO TROLL COND. OSEBERG NGL Vestprosess LPG (Propane / Butane) Splitter 150 t/h C5 Overhead Light Naph. CRUDE UNIT Utility (steam & FG) 1060 t/h Naphtha REF.1 A-400 49 Medium Naph. REF.2 A-1400 100 Heavy Naphtha MEROX A-500 90 1000 t/h Light Gasoil Sour Reformer 2 100 t/h Heavy Naphtha. Jet / DGK Kero/Merox 87 t/h Light Gasoil A-5100 MGH 135 Treated Gasoil Gasoil Hydrotreater 165 t/h Water Heavy Gasoil Wide range Gasoil A-5000 Poly 44 t/h A-15/16 CRUDE OIL LPG Buffercut Residue RFCC Cracker CAT.POLY 50 A-4700 Propene 27 t/h A-5200 RCCNA Hydrotr. 190 t/hLCO 400 t/h HDT Light Cycleoil A-1900 IMPORTED RESIDUE COKER HDT 165 Blending components Notation: 2011-10-03 A-800 Coker Distill. Treated/Desulph. RCCNA 85 Treated LCO/CMG LCO Hydrotr. 85 t/h COKER Decant Oil Green Coke Propene RCC 350 Cracker Naph. A-600 Delayed Coker 165 t/h Polygasoline 93 Coker Napht. & Coker Light Gasoil 90 t/h Coker Medium Gasoil 27 Coker Heavy Gasoil A-700 Calciner 27 t/h Running Application Calcined Coke Green Coke Implementation ongoing Future Application 19 - Storage and Blending Kerosene Classification: Internal Gasoline Reformer 1 49 t/h Reformate A-100 Amine Isomerate ISOM A-1200 Isomerisation 20 t/h 20 Gasoil
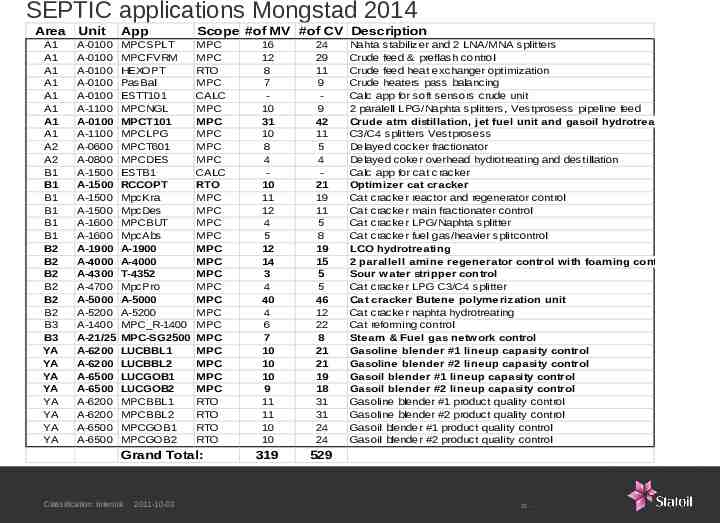
SEPTIC applications Mongstad 2014 Area A1 A1 A1 A1 A1 A1 A1 A1 A2 A2 B1 B1 B1 B1 B1 B1 B2 B2 B2 B2 B2 B2 B3 B3 YA YA YA YA YA YA YA YA Unit App Scope #of MV #of CV Description A-0100 A-0100 A-0100 A-0100 A-0100 A-1100 A-0100 A-1100 A-0600 A-0800 A-1500 A-1500 A-1500 A-1500 A-1600 A-1600 A-1900 A-4000 A-4300 A-4700 A-5000 A-5200 A-1400 A-21/25 A-6200 A-6200 A-6500 A-6500 A-6200 A-6200 A-6500 A-6500 MPCSPLT MPCFVRM HEXOPT PasBal ESTT101 MPCNGL MPCT101 MPCLPG MPCT601 MPCDES ESTB1 RCCOPT MpcKra MpcDes MPCBUT MpcAbs A-1900 A-4000 T-4352 MpcPro A-5000 A-5200 MPC R-1400 MPC-SG2500 LUCBBL1 LUCBBL2 LUCGOB1 LUCGOB2 MPCBBL1 MPCBBL2 MPCGOB1 MPCGOB2 MPC MPC RTO MPC CALC MPC MPC MPC MPC MPC CALC RTO MPC MPC MPC MPC MPC MPC MPC MPC MPC MPC MPC MPC MPC MPC MPC MPC RTO RTO RTO RTO Grand Total: Classification: Internal 2011-10-03 16 12 8 7 10 31 10 8 4 10 11 12 4 5 12 14 3 4 40 4 6 7 10 10 10 9 11 11 10 10 24 29 11 9 9 42 11 5 4 21 19 11 5 8 19 15 5 5 46 12 22 8 21 21 19 18 31 31 24 24 319 529 Nahta stabilizer and 2 LNA/MNA splitters Crude feed & preflash control Crude feed heat exchanger optimization Crude heaters pass balancing Calc app for soft sensors crude unit 2 paralell LPG/Naphta splitters, Vestprosess pipeline feed Crude atm distillation, jet fuel unit and gasoil hydrotreater C3/C4 splitters Vestprosess Delayed cocker fractionator Delayed coker overhead hydrotreating and destillation Calc app for cat cracker Optimizer cat cracker Cat cracker reactor and regenerator control Cat cracker main fractionater control Cat cracker LPG/Naphta splitter Cat cracker fuel gas/heavier splitcontrol LCO hydrotreating 2 parallell amine regenerator control with foaming control Sour water stripper control Cat cracker LPG C3/C4 splitter Cat cracker Butene polymerization unit Cat cracker naphta hydrotreating Cat reforming control Steam & Fuel gas network control Gasoline blender #1 lineup capasity control Gasoline blender #2 lineup capasity control Gasoil blender #1 lineup capasity control Gasoil blender #2 lineup capasity control Gasoline blender #1 product quality control Gasoline blender #2 product quality control Gasoil blender #1 product quality control Gasoil blender #2 product quality control 20 -
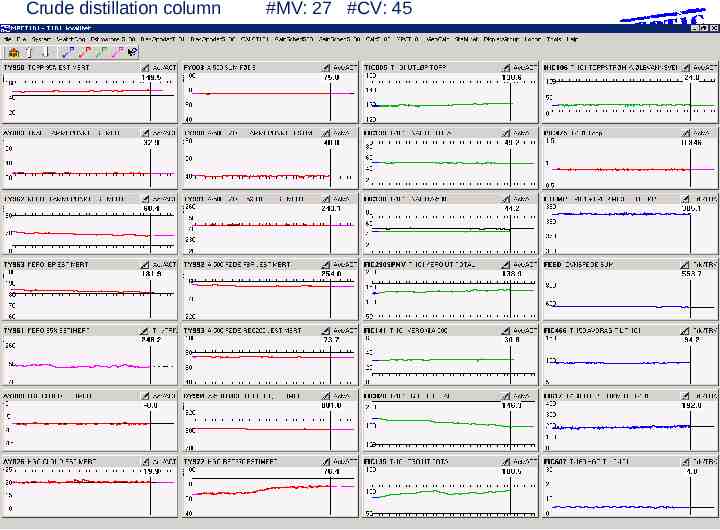
Crude distillation column #MV: 27 #CV: 45
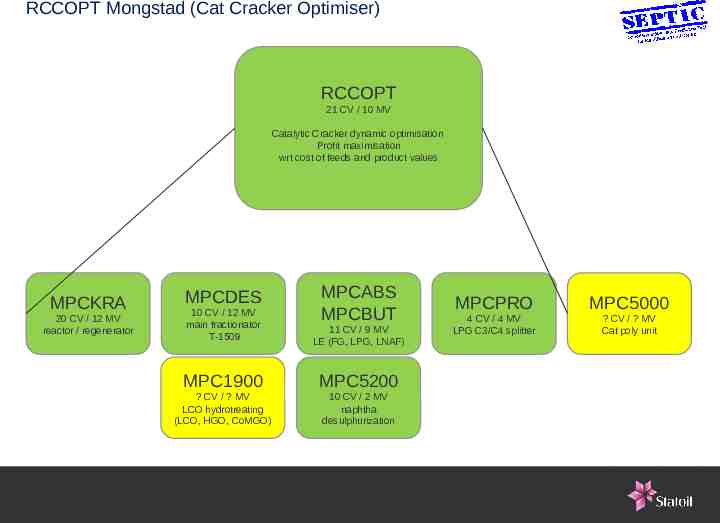
RCCOPT Mongstad (Cat Cracker Optimiser) RCCOPT 21 CV / 10 MV Catalytic Cracker dynamic optimisation Profit maximisation wrt cost of feeds and product values MPCKRA 20 CV / 12 MV reactor / regenerator MPCDES MPCABS MPCBUT 10 CV / 12 MV main fractionator T-1509 11 CV / 9 MV LE (FG, LPG, LNAF) MPC1900 MPC5200 ? CV / ? MV LCO hydrotreating (LCO, HGO, CoMGO) 10 CV / 2 MV naphtha desulphurization MPCPRO MPC5000 4 CV / 4 MV LPG C3/C4 splitter ? CV / ? MV Cat poly unit
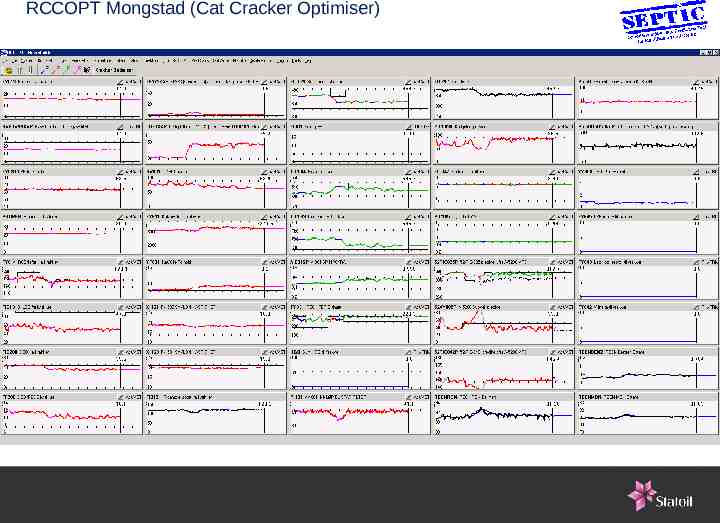
RCCOPT Mongstad (Cat Cracker Optimiser)
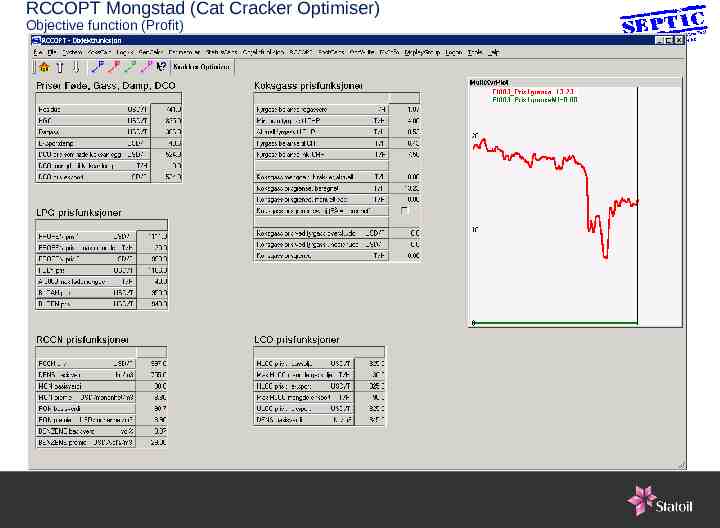
RCCOPT Mongstad (Cat Cracker Optimiser) Objective function (Profit)
RCCOPT Mongstad (Cat Cracker Optimiser) Marginal values (profit sensitivities of constraints)
RCCOPT Mongstad (Cat Cracker Optimiser) Implementation Process responses fairly linear within the acceptable operation window, steady-state modelling from 4-hours averaged process data for the last 4 years of operation Objective function is nonlinear due to quality-dependent value of product flows Prices are updated weekly by planning department when rerunning the refinery LP. Much effort has been spent on consistency between LP and RCCOPT s.t. the price set used in RCCOPT contributes to a global refinery optimisation rather than a suboptimal local optimum. The first version of RCCOPT was made 15 years ago, but was never in closed loop of several reasons, the most important being pricing mechanisms and model discrepancy issues. The current RCCOPT application development started in June 2011, was in advisory mode from Dec 2011 till April 2012, and has been in closed loop since then. RCCOPT is currently tightly coupled to 5 standard MPC applications, communicating control signals forth and back. The models are dynamic, and the application executes once per minute. The benefit is estimated to 35 - 60 MNOK per year.
MPC in Statoil Stig Strand Specialist [email protected] Tel: 4748038734 www.statoil.com