Ch. 6 Process Safety and Disaster Preparedness Process Information
17 Slides3.03 MB
Ch. 6 Process Safety and Disaster Preparedness Process Information Process Analysis Operating Procedures Training Contractor Personnel Act of Terrorism Workplace Security
Introduction Major disasters – Chemical company accident in Bhopal, India 2,500 civilian killed – Phillips Petrochemical Plant explosion in Houston, Texas 24 killed and 128 injured – OSHA Process Safety Standard The scope of the process safety standard – Chemical plant – Petroleum refineries – Poultry processing plant – chlorine for refrigeration – A discrete-items manufacturing plant employed dangerous acids in its planting operation
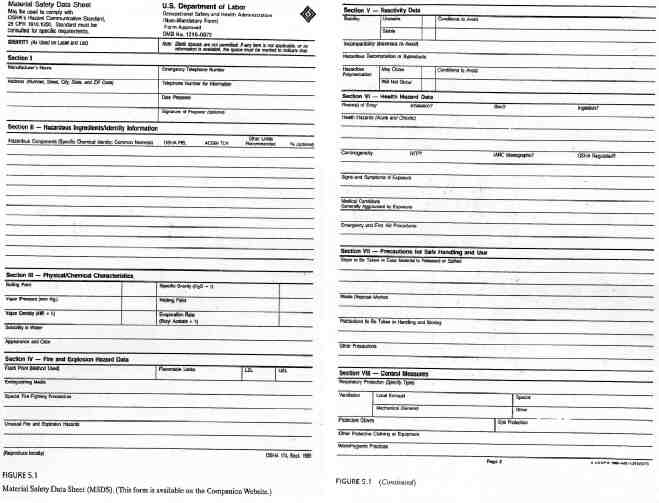
Process Information OSHA requires the employer to compile information on 1. The highly hazardous chemicals to be used or produced by the process 2. The equipment to be used in the process 3. The technology of the process itself Material Safety Data Sheet (MSDS) – This is a document that contains information on the potential hazards (health, fire, reactivity and environmental) and – how to work safely with the chemical product – It is an essential starting point for the development of a complete health and safety program
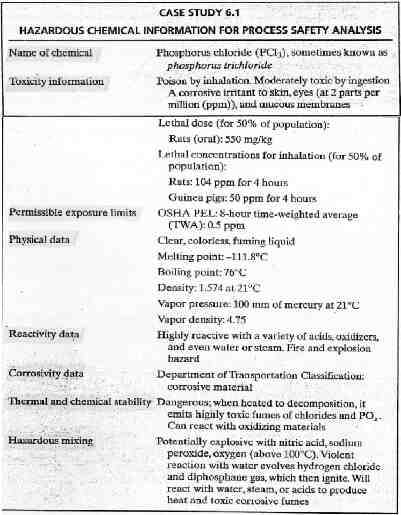
Process Information Hazardous chemicals – Material Safety Data Sheet (MSDS, Figure 5-1) The primary document of information regarding chemicals used within an industrial plant The MSDS provide all information necessary to comply with process safety requirements – Example: Hazardous chemical information for process safety analysis (Case Study 6.1) Name of chemical; Toxicity information; Permissible exposure limits; Physical data; Reactivity data; Corrosivity data; Thermal and chemical stability; Hazardous mixing
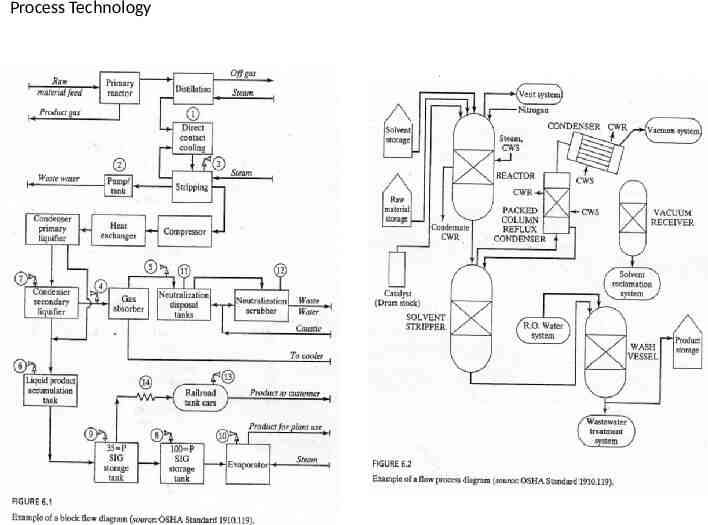
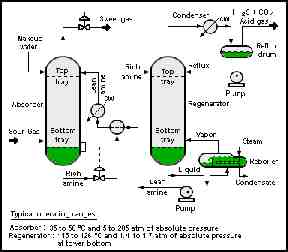
Process Information Equipment – The federal standards require that process equipment comply with recognized and generally accepted good engineering practices. – It is advisable to utilize a registered professional engineer to make a good engineering practices evaluation of process equipment. – See the figures for process equipment Technology ( chemical plant) – OSHA wants employers to document the technology of the process, including at least a block flow diagram (Figure 6.1) or a simplified flow process diagram (Figure 6.2). – In addition, process chemistry data, maximum intended inventory, and safe upper and lower limits for temperatures, pressures, flows, or compositions must be provided.
Pictures of ARAMCO
Process Equipment
Process Technology
Process Information How to keep the files – All in one place This is convenient to OHSA inspector, employee representative, and other interest parties. This method has difficulties in updates and changes – Road-map approach This approach leaves required documents in their respective departments of responsibility. A road map is in a central file – Another possibility is to have a computerized information system with controlled access.
Process Analysis How to perform process analysis – Fault-tree analysis, failure mode and effect analysis, what-if analysis, and so on. Considerations: – Engineering control system detection and early warning of impending catastrophic events (computer-based process monitoring system) – Location of the site of the facility (e.g., earth quake) – Human element (e.g., human failure) Employer has a responsibility to develop process hazard analysis. – The initial analysis are to be updated and evaluated every five years. – This action must be documented and kept for the life of the process
Operating Procedures Process information gathering and analyzing – The next step is operating procedure – The conclusions reached must be transformed into operating procedure that anticipated hazards are actually dealt with. – Practice under normal, temporary, and emergency operations A key feature: – The capability to recognize when something has gone wrong. – Methods: Setting preset limits to trigger an emergency action – Operating plan should tell workers: What the consequences of control limit deviations are What to do to bring the process back under control
Training An effective training plan has four ingredients: – Initial training for new operators or new processes – Refresh training at prescribe intervals, and in any event at least every 3 years – Verification or testing to prove that employees understand the process and safe procedures – Documentation to confirm that the training and testing have been carried out Case Study 6.2: Hydrogen Sulfide Poisoning – Fatal Accident – Illustrates a natural result of inadequate respiratory protection, inadequate operating procedures, and inadequate training of personnel.
Contractor Personnel How to do if – Some of dead and injured workers were employed by outside contractor Prime employer’s job: – To check into the safety record of prospective contractor firms before contract Process hazards must be communicated to contractors Prime employer’s emergency action plan also must be communicated to contractors – To perform periodic evaluation to assure that the contractor is doing the job with respect to OSHA process safety standards – To maintain an injury and illness log for contractor employees Contract employer’s job: – Providing safe and healthful workplaces for their own employees – Training – Assure that their own employees follow the prime employer’s rule even for the safety rules originated by the prime employer for the hazardous process
H.W. Ch. 6: Exercises and Study Questions All 25 questions